
Introduction
Nozzle height value (Z value) determine the height where the extruder start to print.
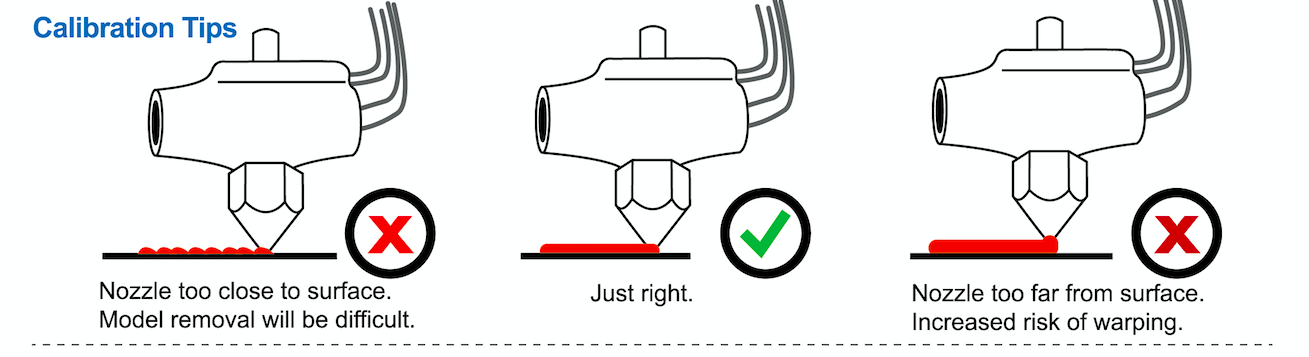
If the nozzle height value is too large, in other word nozzle too close to platform, then it will start to scratch the build surface and prevent material being extruded, eventually cause the nozzle to be clogged.
If the nozzle height value is too small, in other words the nozzle too far away from platform, the print will tend to detach from the platform and cause print failure.
So it is important to find the correct nozzle height value in order to consistently produce successful print jobs.
To measure nozzle height value, it is recommended to first carry out platform leveling so that we have the compensation values on the 9 regions of the platform. You may refer to this article if you are not familiar with platform leveling procedures: 4.1 Matrix Leveling (manual and automatic)
Nozzle Height Value Measurement
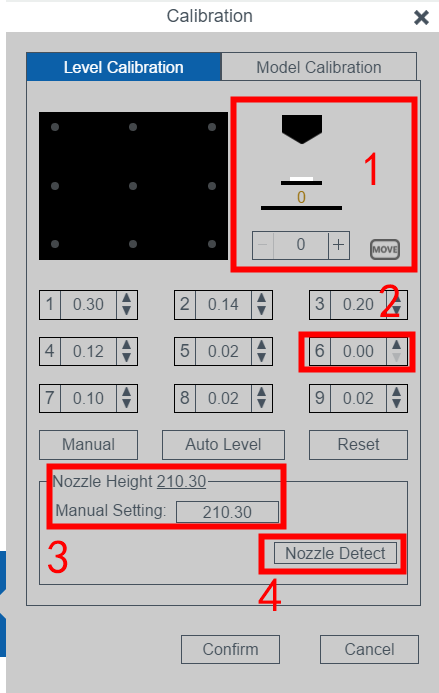
Step 1. Find the point with smallest compensation value (usually the "zero point")
The point with the smallest compensation value (in this case, point 6 on the picture below), also represent the highest point on the platform, this point should be used to measure the nozzle height value.
Step 2. Determine the Value
Use the +/- button (marked 1 on above) to lower the nozzle to near the platform. Use paper/calibration card as a feeler gauge, adjust the nozzle position until it can press against the paper/card slightly. You shoul able to move the paper/card freely but feel a slight resistance. When you found the right position, note the current height value of the extruder (or platform), value is displayed at the manual adjustment area (marked 1 at above).
Step 3. Save the Value
After getting the nozzle height value, input the value to the manual setting field (marked 3) and click confirm. When the value is saved the extruder head will move upward and current nozzle height value will be updated.
Comments
0 comments
Please sign in to leave a comment.