
To open the Custom Profile Manager, go to "Maintenance"=>"Material"=>"Customize"=>"Edit"
Start from UP Studio V2.6.43, the material profile manager was update to have provide more options and improved user interface. The basic operation remain the same, consist of 3 steps:
1. Copy from a existing porfile.
2. Modify the copied profile.
3. Save as new profile.
Here we provide a short introduction on the parameters available in the profile manager to give some basic concepts to make your own profile.
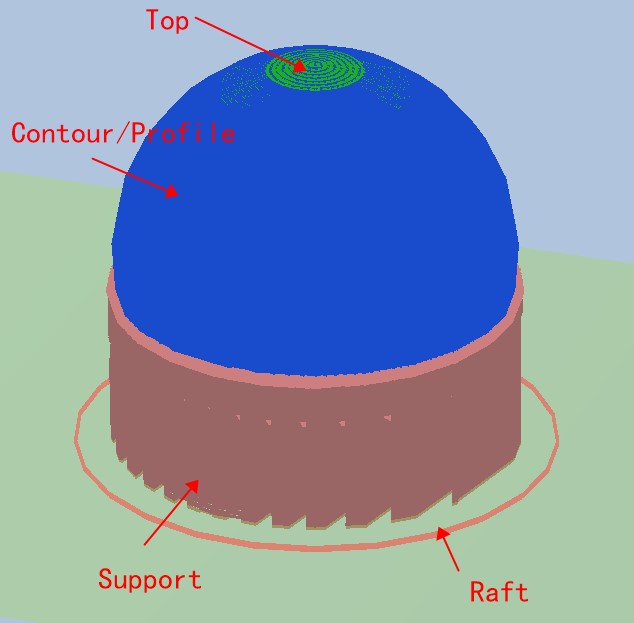
Different Regions on a Model
The model when sliced is divided into different regions, and each these regions can be adjusted individually.
Profiles/Contour: The wall/shell of the model
Infill: the region inside the profile, can be filled with certain patterns.
Top/Bottom: The roof and bottom layers of the print
Support: Automatically generated structure that support the overhang structures
Raft: Thick layers that are under the print to improve adhesion and also compensate for unevenness of platform surface.
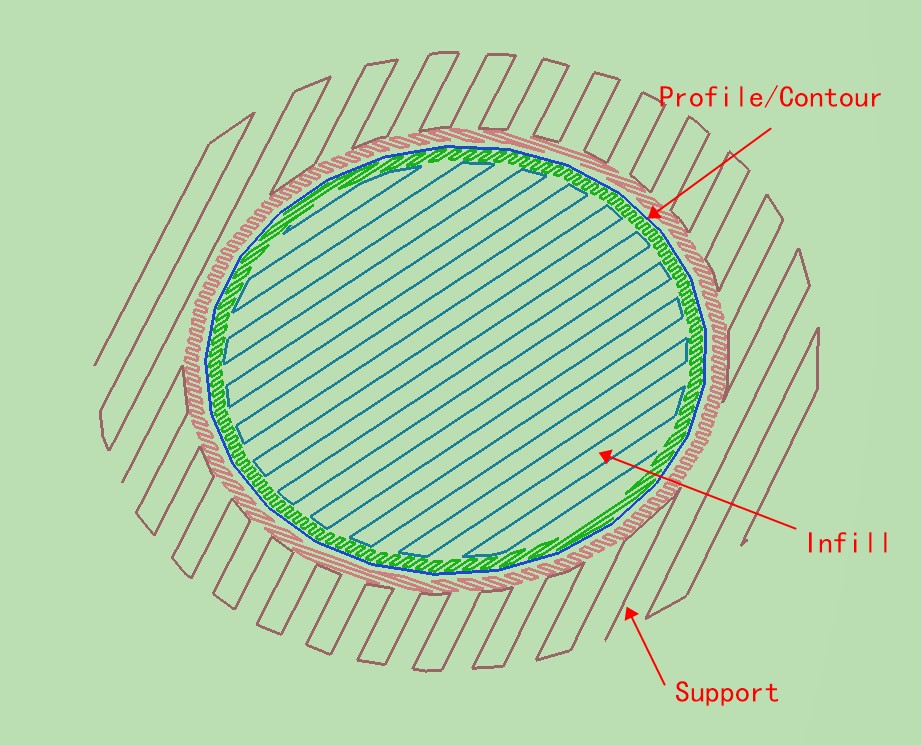
Sliced Model - Tool Path Preview
Cross-section sliced model:
Print Parameters Explained
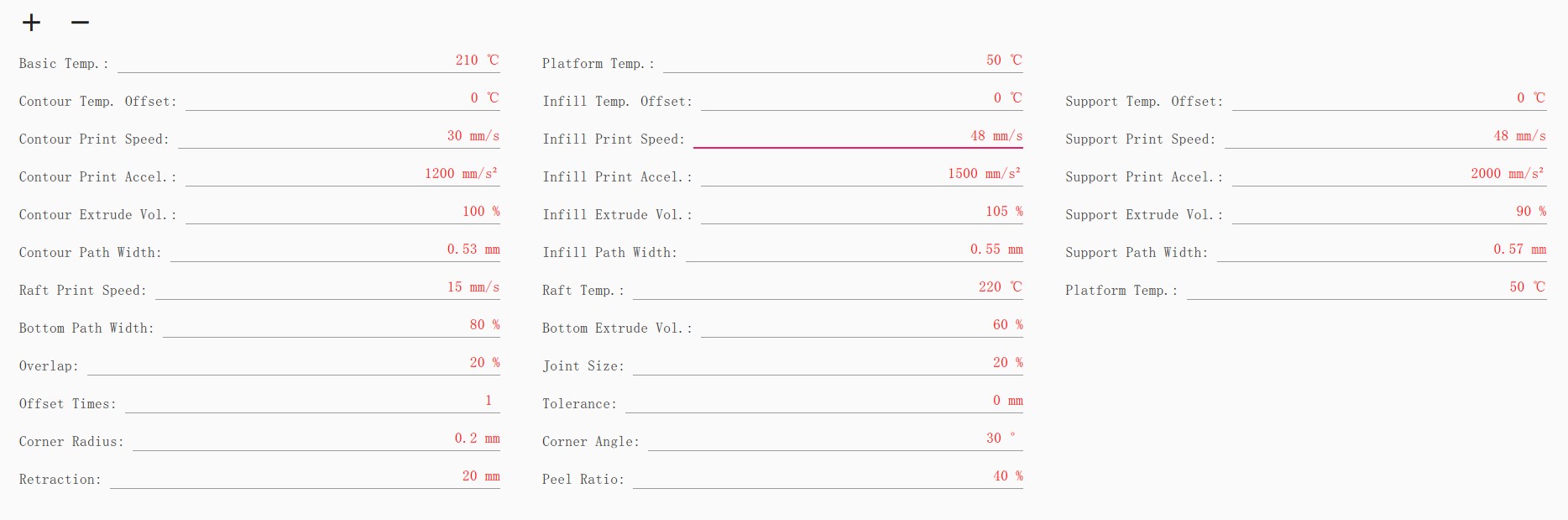
Temperature Parameters:
Changing temperature could have many different effects: increase temperature could allow the material to be extruded faster and allow better layer adhesion. But too high could decrease print quality and result in stringings
Basic Temp: Nozzle temperature during normal printing
Platform Temp: Platform temperature, a hot platform reduce chance of warpping.
Raft Temp: Specify the printing temperature of Raft region. Printing raft at higher temperature may improve print adhesion to the platform.
Temp Offset: The modify the Basic Temp base on different part of the print.
Contour Temp Offset: +/- a certain degree when printing Contour/Profile
Infill Temp Offset: +/- a certain degree when printing Infill
Support Temp Offset:+/- a certain degree when printing Support
Speed Parameter (mm/s): The print Speed for different region part of the print,the higher the speed the lesser the print quality.
Contour Print Speed: Usually slowed down to give better surface smoothness.
Infill Print Speed: Could be increased to shorten print times without affecting perceived quality of print.
Support Print Speed: Could be increase to shorten print time.
Raft Speed: Slower could give better adhesion of Raft to platform.
Acceleration: The how fast is the change of speed when printing different regions, the higher the acceleration the faster the print, the movement of print head will perceived to move more quickly and less smoothly, too much acceleration may result in shaking of the print head and cause print artifacts.
Contour Print Acceleration: Could be reduced to improve quality
Infill Print Acceleration: Could be increased to shorten print time without affecting perceived quality.
Support Print Acceleration: Could be increased to print faster but also have high risk of breaking the support.
Extrude Volume (Scale): Increase or decrease the amount of material extruded at difference region of the print.
Contour Extrude Volume: an adequate give good quality of print.
Infill Extrude Volume: depends
Support Extrude Volume: depends
Bottom Extrude Volume: Usually reduced to give better raft separation.
Path Width: thickness of line extrude from nozzle. Line thickness value has to coordinate with Nozzle diameter to give good print quality, usually a optimal path width value will be a little larger than the nozzle diameter eg 0.5=0.55mm for 0.4mm nozzle. If line width is set to be smaller than nozzle diameter, this will be done by stretching the extrusion line.
Adjusting Line thickness may also help filling the gaps, when the gaps are not multiples of line width, refer to this article.
Contour Path Width: depends
Infill Path Width: depends
Support Path Width: depends
Bottom Path Width: depends
Overlap(%): The amount of overlap between profile and infill, higher overlap will increase bonding of infill to profile but may also cause overextruding and decrease of print quality.
Joint Size: The size of seam of each layer (joint of starting and ending the path)
Offset Times (No. Of Profiles): How many layer shell/walls will be printed.
Corner Angle:
Corner Radius:
Retraction (mm): The length of retraction, higher the retraction the less likely to give stringing but will make the print head to stall longer before jumping and resume printing.
Peel Ratio (%): The easiness of raft separation, the higher the value the stronger the bonding between raft and bottom.
Comments
3 comments
Hi Jason, I've found your tutoriel very interesting !
However, I own a cetus MK3. When I go into Matdef and modify stuff like retraction, basic temp etc... then on the top right corner, save. Quit MatDef, open Up studio. Load the stl and print with my custom settings, then I really have the feelings, my modifications are not taken into consideration.
What should I do to make sure the printer take my new setting into consideration ?
Thanks in advance ! Best regards,
I have the same as Elhawan above. I am using an UP300.
I made a custom material based off the ABS profile but it is using the original ABS profile. It seems like it is using the profile stored and selected in the machine rather than the selection from the software.
How do you get the material profile to the machine? I can see that at some time in the past I have sent a custom material profile to the machine but I'm not sure at which stage this happens.
Any solutions on this? If I use version 2.6.20 or below I can edit the material, but for anything later my profile is ignored and is using the original default that I copied without accounting for the changes? I ended up using just MatDef from 2018 to change the settings and the latest version of the up studio. I have an up plus 2 and an upbox and it seems to be printer independent.
Please sign in to leave a comment.