
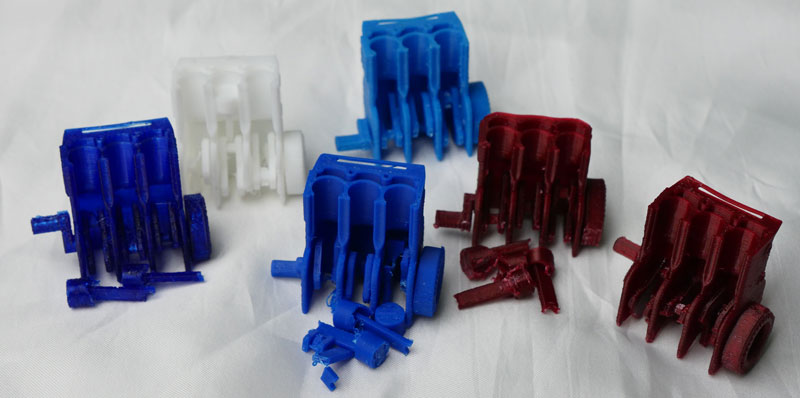
Youtube Author Sunshine created a print in place engine as a 3d printer benchmark.
https://www.thingiverse.com/thing:4575774
This is a very challenging benchmark model, as it has a very small size and designed to have tight tolerance. The supports are designed into the model and are difficult to print.
We tried to print it as soon as we got the STL file and then the prints failed. The engine could not move or the piston broke with too much force applied.
The Optimization Process
To solve the tolerance issue, the most straight forward way is go to the "Tolerance" option in UP Studio 3.
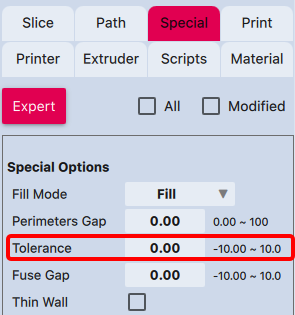
Adding positive value will expand the perimeters and add negative value will shrink the perimeters therefore give more room. However in this case the Tolerance option cannot be used as the model is too small, there are no room to give, any value lower than -0.01mm will result in broken toolpath and -0.01mm is too small to have any effects. So we have use other settings to improve tolerance.
Another option we can use is the Line Width option. The thinner lines will give more "resolution" to the print and therefore more precise rendition of structures of part. This is why a smaller nozzle can print more details as they can print with thinner lines (printing lines thinner than nozzle diameter usually result in bad print quality).
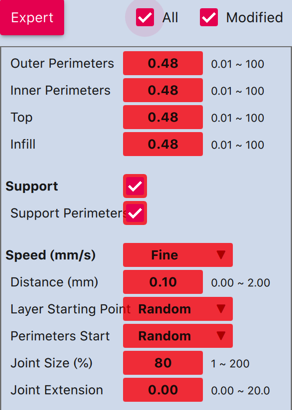
However this model is designed to use 0.4mm nozzle so we have to follow the original hardware setup. We tried several different line width settings and found that 0.45mm line width is a desirable value. The resulting print become functional but need a lot of initial force and have quite a lot of frictions during the movements of shaft.
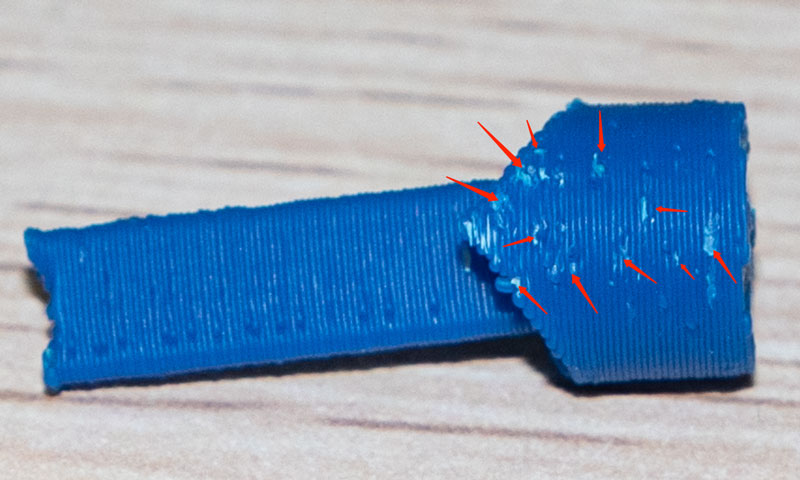
During the testing we also notice that there are a lot of small connections between the piston and the cylinder, and these connections are bad for the movement of the pistons. We suspect the connections are due to seams over extrusions and nozzle scratching part.
Following settings were then tested.
- Layer starting point: Random
- Perimeter start: Random
- Joint Size: 80%
- Joint Crossing: None
- Joint Extension: 0
- Z-hop = 0.1mm
Random setting make sure there are no seam aggregation. Use bigger joint size and no joint crossing to prevent over extrusion at seams. The Z-hop help reduce nozzle scratching to the part.
After adding the seam related setting, the final result is satisfactory. The engine can be turned much easier. We have tested PLA, ABS and ABS+ materials and all worked well with the optimized settings.
All Modified Setting:
Support Editing (optional)
Finally we add a small amount of supports and raft to at the bottom of the print to improve the stability of the base. To do this:
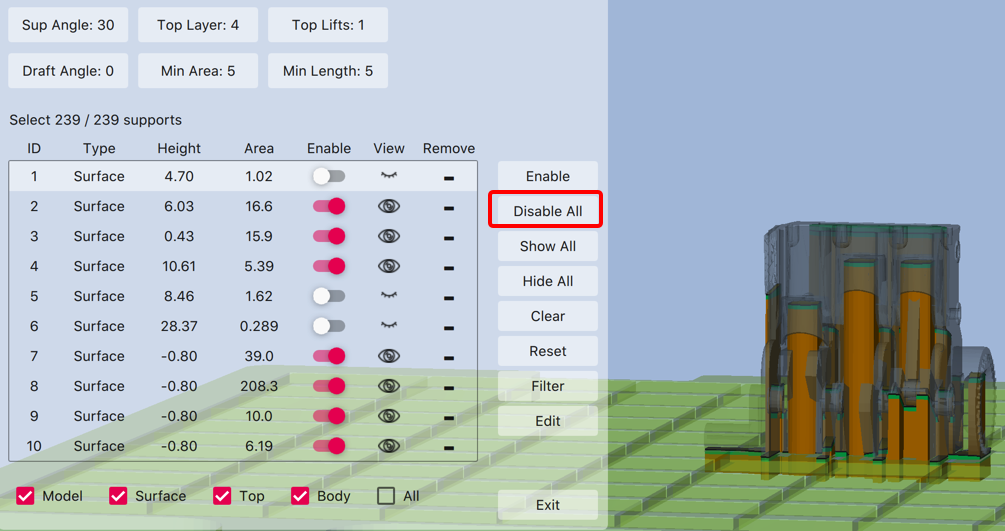
1. Open support editor and disable all supports.
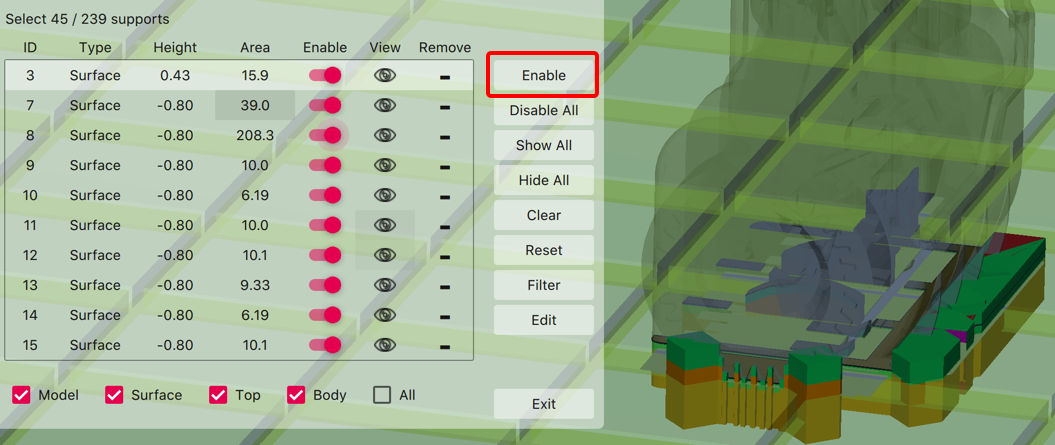
2. Open support filter and filter supports from Z axis range 0-2.2mm
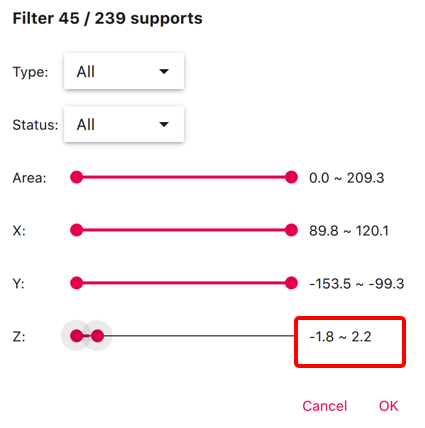
Click OK and then enable all filtered supports.
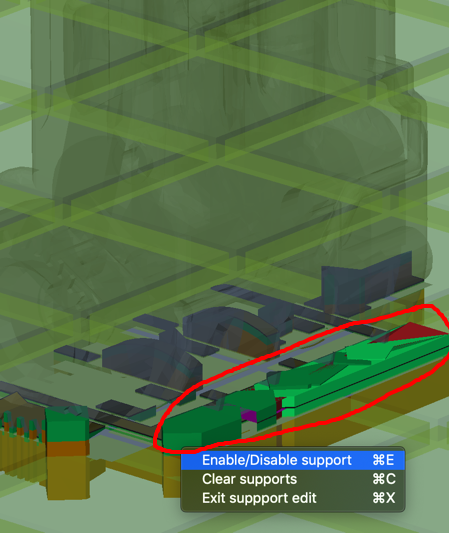
Finally delete some supports that are not needed. Right click on the unwanted supports and choose "Enable/Disable Support" option.
After configuring the print setting and supports, resulting config should able to slice for any Tiertime machines!
Comments
0 comments
Please sign in to leave a comment.